Areas of Application

Hydroelectric Power Plants
Picture information: hydropower plant steel blade measuring 4,5 m in width, 3 m in height.
Before: MT testing with manual magnet => 80 hours of labor input per blade
After: MT testing with Multipuls-1003-E2-1 => 4 hours of labor input – including demagnetization!

Wind Farms
MT testing and demagnetization of roller bearing rings, planetary carriers, and sprockets with internal and external gear and diameters of over 13 m in a matter of minutes while suspended from a crane
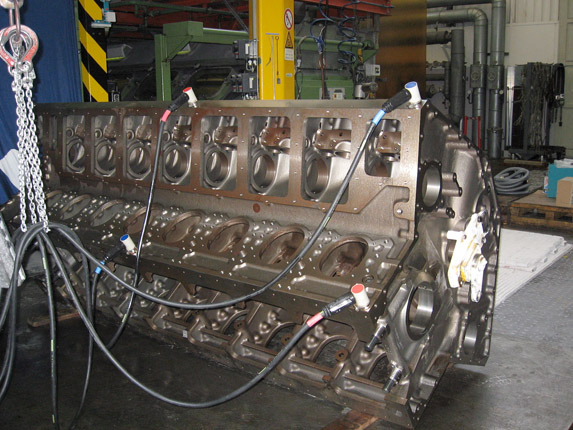
Engine Manufacturing
Dependable, quick, and cost-effective MT testing and demagnetization of crankcases, cylinder heads, gear wheels, crankshafts, camshafts, and connecting rods

Gear Manufacturing
In gear manufacturing, there are strict requirements regarding maximum magnetic residual field strength. Our MT testing units not only ensure quick, cost-effective and dependable MT testing, but are also characterized by their ability to deeply demagnetize complex components.

Turbine Construction
Pictured: rotor of a gas turbine after demagnetization
Before: max. magnetic residual field strength: almost 200 A/cm
After: max. magnetic residual field strength: >3 A/cm

Crane Construction
(Machine components, steel components, tubular masts, welded constructions)
MT testing of a center beam measuring approx. 9 m in length. In this case, test sections were mounted along several meters. In one step, all welding seams within the section were MT tested in all error directions.

Foundries
Our device Multipuls-1003-E3 with its novel 3-DC-Pulse Technology was specifically developed for particularly thick-walled or large components with rough surfaces. With this 3 x 30,000 3-Pulse device, even the largest cast components can be MT tested and demagnetized quickly, reliably, and cost-effectively.

Large Blower Construction
(Rotor blades, impellers, rails, cases) Pictured: Testing of a rotor blade while assembled. This method of rotor blade testing saves time and installation effort.

Galvanizing Plants
With DC pulse technology, cracks on galvanized components can be visualized even under zinc coats of up to 800 μm.

Forges
(Rings, shafts)
Due to the easy and quick handling, forged rings especially are MT crack tested and demagnetized with the DC pulse devices made by Hirsch Prüftechnik GmbH.

Offshore
(Hydraulic collet chucks, elevator links, etc)
This picture shows the MT testing of elevator links measuring 12 m in length. During MT testing, they are being moved along underneath a box coil. These highly stressed elevator links must not present any defects whatsoever – otherwise they may break off along with the drill rods during operation. With the HPT Hirsch Prüftechnik GmbH MT testing unit and its DC pulse technology, faults and cracks beneath the surface which would have gone unnoticed by a manual magnet or yoke were made visible.

Aircraft Construction
(Landing gear, forged parts, turbine prototype construction)
Our MT testing and demagnetization devices are also used in turbine prototype construction – especially in order to shield the many different encoder systems of a prototype from interference signals emitted by residual magnetic fields. Even the tools used for the construction of these prototypes must be demagnetized accordingly.

Steelwork
Pictured: MT testing of a tubular boiler. In one step, the entire area between the four magnetic contacts is tested in all error directions.

Pipeline Construction
Our Multipuls-1003-E3 with its innovative 3-DC-Pulse Technology was specifically designed for thick-walled and large components with rough surfaces. With the 3 x 30,000 3-pulse device, even the largest cast components can be MT tested and demagnetized quickly, reliably and cost-effectively.
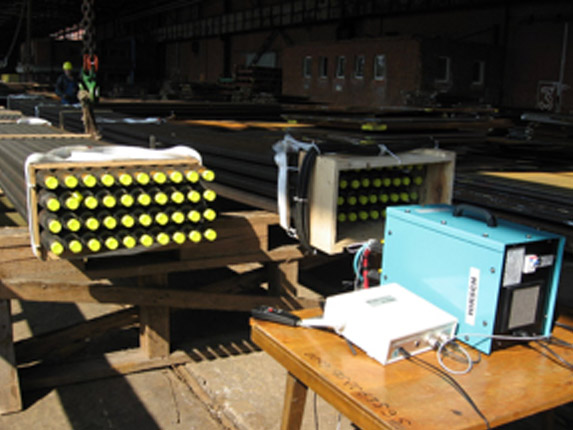
Plant Engineering
Pictured: Demagnetization of heat exchanger pipe bundles. Each bundle consists of 40 heat exchanger pipes measuring 27 meters in length. These bundles were demagnetized in minute intervals for a major contract.

Shipbuilding
(Submarine pressure hulls, ship engines)
The DC pulse devices find use especially in submarine construction due to the welding seams which can measure kilometers in length. This DC pulse technology also facilitates the visualization of errors near the surface more reliably than conventional AC powered hand yokes.

Materials Testing Laboratories
Even the TÜV, Dekra and many other inspection companies use our MT testing and demagnetization devices for materials testing.